

航空工業,飛機機翼、機身、尾翼等和發動機零件的制造需要大批高速五軸加工中心、龍門移動式高速加工中心、精密數控車床、精密卧式加工中心、多坐标镗銑中心、精密齒輪和螺紋加工數控機床等。 航天工業需求大批精密、高速、中小型數控機床,如精密數控車床和車削中心、立卧轉換五軸加工中心、高精度電加工機床、高精度萬能磨床和坐标磨床等。 造船工業急需制造柴油機體的重型、超重型龍門銑镗床和重型數控落地镗銑床以及大型數控車床和車銑中心、大型數控磨齒機、曲軸镗銑床、大型曲軸車銑中心和曲軸磨床等。 汽車制造業是機床的需求大戶,約占機床總消費的40%左右。汽車制造業需要大批高效、高性能、專用數控機床和柔性生産線,如用于發動機加工的以高速卧式加工中心為主的柔性生産線、曲軸加工專用數控機床等。汽車零配件生産需求大批數控車床、立卧式加工中心、數控高效磨床和數控齒輪加工機床等。 兵器制造業需求數控機床更是量大面廣,要求數控機床可靠、穩定。兵器制造業需求大批數控車床、立卧加工中心、五軸加工中心、龍門镗銑床、镗銑加工中心、齒輪加工機床等。 發電設備制造行業需要重型數控龍門镗銑床、大型落地镗銑床、大型數控車床、葉根槽專用銑床和葉片數控加工機床等,輸變電設備制造行業需要數控車床、加工中心、數控镗床等。
1. 每班對龍門銑床進行常規保養,各相對運動的摩擦表面不能有鐵削、粉塵、污垢、保持機床外觀整潔。 2. 定期清洗進給箱内部,更換新油。新機床一月後更換一次,以後每半年一次,并随時檢查油位。 3. 橫梁升降減速機每半年清洗一次并更換新油。 4. 潤滑床身的集中供油電子泵油箱,每半年清洗一次,更換新油。 5. 銑削過程中,如發現銑削面粗糙度達不到要求,或有震動痕迹,須将銑頭主軸間隙調整一下或将溜闆鑲條螺絲旋緊一點。 6. 在進給運動開始之前,應先開動銑頭電機,使主軸上刀具旋轉,可避免損壞工件和刀具。 7. 變換速度時需待電動機停轉後在進行,不允許在運轉中變換速度。 8. 升降橫梁時一定要旋松鎖緊螺栓,再按升降按鈕,升降到位時然後旋緊鎖緊螺栓。 9. 絲杠端部的放柄供手動調節用,在工作台運動時,不允許手動調節,不允許将調節扳手一直挂在方柄上,否則會發生事故。 10. 凡是運動的物體,不允許用手觸摸。銑頭上不允許按放工具和量具。 11. 嚴禁非電工維修電氣設備。
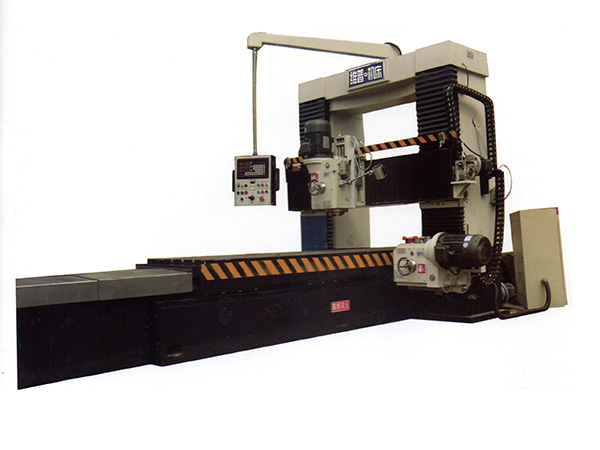
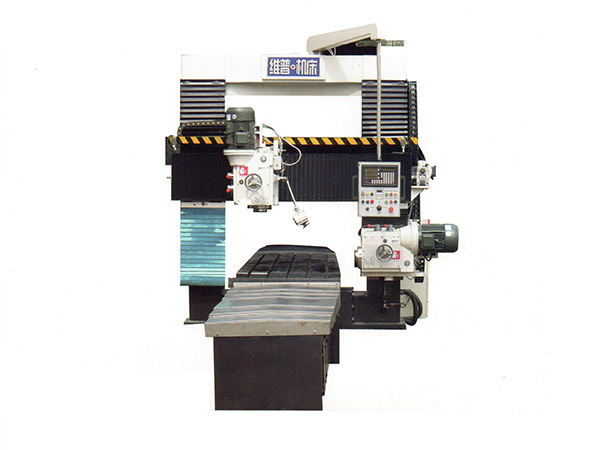
數控龍門銑床與普通龍門銑床加工工藝基本相同,結構也有些相似,使用及加工能力仿,數控龍門銑是從普通龍門銑發展改進而來,但數控龍門銑床是靠程序控制的自動加工機床,所以其結構也與普通銑床有很大區别。 數控龍門銑與普通龍門銑不同一般有以下幾點: 一、操作控制:控制系統數控龍門銑床運動控制的中心,執行數控加工程序控制機床進行加工;普通龍門銑人工操作。 二、輔助裝置 數控龍門銑床需要如液壓、氣動、潤滑、冷卻系統和排屑、防護等裝置;普通龍門銑床相對簡單,防護裝置基本相同。 三、主軸箱 數控龍門銑包括主軸箱體和主軸傳動系統,用于裝夾刀具并帶動刀具旋轉,主軸轉速範圍和輸出扭矩對加工有直接的影響。 四、進給系統 數控龍門銑由進給電機和進給執行機構組成,按照程序設定的進給速度實現刀具和工件之間的相對運動,包括直線進給運動和旋轉運動,變通龍門銑采用變頻電機加減速機、梯形絲杠。 五、機床基礎件 通常是指底座、立柱、橫梁等,它是整個機床的基礎和框架。

在我們進行龍門銑床使用之前,為了安全,我們需要先對其進行檢驗工作,今天小編要為大家講解的就是龍門銑床檢驗導軌直線度的方法。 1、檢驗棒或平尺測量法 以檢驗棒或平尺為測量基準,用百分表進行測量。在被測導軌的側面架起檢驗棒或平尺,百分表固定在儀表座上,百分表的測頭頂在檢驗棒的母線(或平尺工作面)上。首先将檢驗棒或平尺調整到和被測導軌平行,即百分表讀數在檢驗棒(或平尺)兩端點一緻。然後移動儀表座進行測量,百分表讀數的最大代數差就是被測導軌在水平面内相對兩端連線的直線度誤差。若需要按最小條件評定,則應在導軌全長等距測量若幹點,然後再作基準轉換(數據處理)。 2、自準直儀測量法 采用節距測量法同樣可以測量龍門銑床導軌在水平面内的直線度,不過這時需要測量的是,儀表座在水平面内相對于某一理想直線(測量基準)偏斜角的變化,所以水平儀已不能勝任,但仍可以用自準直儀測量。若所用儀器為光學平直儀,則隻需将讀數鼓筒傳到儀器的側面位置即可(儀器上有鎖緊螺釘定位)。此時,測出的将是十字線影像垂直與光軸方向的偏移量,反映的是反射鏡儀表座在水平面内的偏斜角口。而測量方法、讀數方法、數據處理方法,則和測量龍門銑床導軌在垂直平面内直線度誤差時并無區别。 3、鋼絲測量法 鋼絲經充分拉緊後,其側面可以認為是理想“直”的,因而可以作為測量基準,即從水平方向測量實際導軌相對于鋼絲的誤差。拉緊一根直徑約0.1~0.3mm的鋼絲,并使它平行于被檢驗導軌,在儀表座上垂直安放一個帶有微量移動裝置的顯示微鏡,将儀表座全長移動進行檢驗。導軌在水平面内直線度誤差,以顯微鏡讀數最大代數差計。這種測量方法的主要優點是:測距可達20m,而且目前一般工廠用的光學平直儀的設計測距隻有5m,并且所需要的物質條件簡單,任何中、小工廠都可以制備,容易實現。特别是機床工作台移動的直線度,若允差為線值 ,則隻能用鋼絲測量法。因為在不具備節距測量法條件時,角值量儀的讀數不可能換算出線值誤差。 關于龍門銑床檢驗導軌直線度的方法就是檢驗棒或平尺測量法、自準直儀測量法、鋼絲測量法這三種,希望小編的這幾點知識可以去幫助到大家更好的使用。
在我們進行龍門銑床操作的時候,如果遇到橫梁偏差我們就需要進行調整,但是如何調整是很多朋友都希望知識到,今天就一起看看調整龍門銑床橫梁的方法。 投入使用幾個月後又發現橫梁水平差,但與前次誤差方向不同。再按前面步驟将橫梁調平,并在升降絲杠端部作了标記,定期檢查标記的變動情況,觀察發現所作标記出現錯位,證明絲杠與絲座之間發生了轉動。查圖紙後發現絲杠與絲座之間不有固定緊,在長期交變力的作用下慢慢轉動。在絲杠座的中間位置加裝了一個銷子,徹底解決了橫梁傾斜的問題。 橫梁水平調整,在加工零件過程中,發現加工完的平面偏差增大。對機床進行檢查,證明機床工作台水平良好,但工作台與橫梁不平行,所以要調整橫梁。檢查橫梁水平調整的電氣裝置未發現問題。 用兩個千斤頂頂住橫梁,千斤頂與橫梁導軌之間加一塊非金屬墊闆,以防止損壞導軌。将水平儀放在橫梁導軌中間位置。橫梁制動器通電,使其松開。手工盤車,使橫梁低端升高,直到水平儀顯示水平為止。将制動器斷電,把橫梁夾緊。 上面就是調整龍門銑床橫梁的方法,希望大家在遇到問題的時候可以及時的進行修理。如果大家對于它感興趣也可以聯系我們進行購買。
龍門銑床安裝需要滿足哪些要求?在我們進行龍門銑床安裝使用的時候,要想确保安裝的質量就需要滿足以下的要求。現在就一起來了解一下。 1.在安裝前必須檢測好地表的承載能力。 2.所需的機床必須在剛強度各項穩定性上達到相關要求。 3.嚴格遵守國家相關施工設計标準規定。 4.購買要求中必須要涉及其技術維護與技術支援,還要擁有設計建議書以及各項指标圖紙。 5.精密安排好銑床大小與廠房面試關系,相關輔助設施配備齊全。 6.需要考慮必要的照明與能源供應管道。 7.對銑床的工作環境需要符合标準。 8.保證機體精确度安裝,提高安裝質量。 關于它的安裝要求就為大家講解到這裡了,有需要了解更多安裝使用知識的朋友都可以來咨詢我們。


 慧聰網
慧聰網

